- Longa e confiável experiência em todos os segmentos industriais
- Excelente desempenho
- Supera os requisitos estabelecidos pelas normas internacionais ISO 5199 e ISO 2858
- Adequada para as mais exigentes aplicações industriais
- O design superior, exclusivo e patenteado minimiza os custos do ciclo de vida
- Instalação rápida e fácil, operação segura, manutenção simplificada
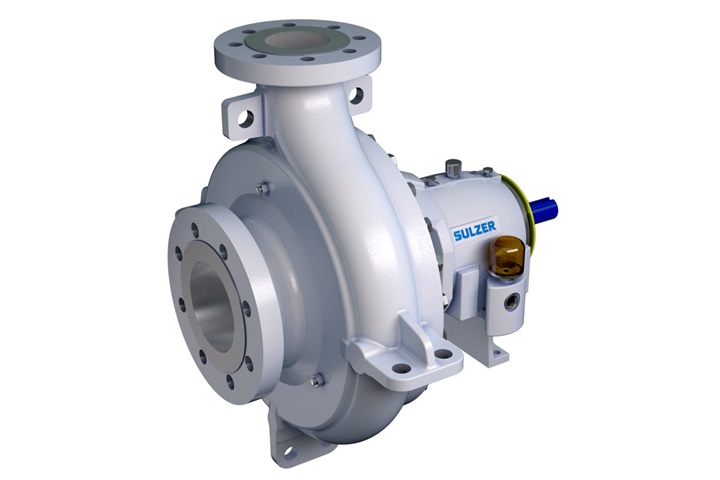
Linha de bomba de processo AHLSTAR A
Bombas de processo de altíssimo desempenho para aplicações exigentes
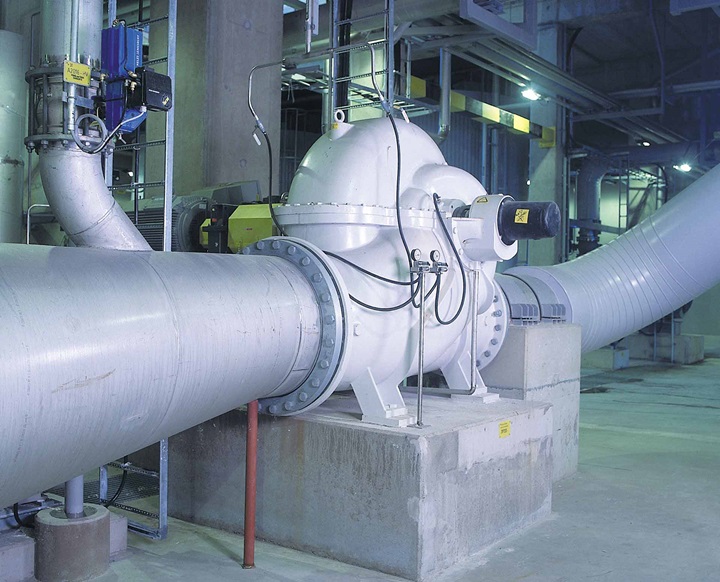
Bombas de processo AHLSTAR A centrífugas de estágio único e sucção axial são usadas para aplicações industriais exigentes, garantindo confiabilidade, alta eficiência e baixos custos operacionais do processo.
- Líquidos limpos e levemente contaminados
- Líquidos viscosos
- Polpas fibrosas
- Líquidos contendo sólidos grandes
- Gás contendo líquidos e aplicações auto escorvantes


Principais características de design
- Hidráulicas de alta eficiência, versáteis e confiáveis, e opções de materiais
- Soluções inovadoras de vedação do eixo para uma operação confiável e com custos reduzidos
- Unidades de degasagem e auto escorvantes inovadoras e confiáveis
- Mancal confiável, simplificado e para serviços pesados com uma variedade de opções de lubrificação
- Projeto modular minimiza o custo do inventário de peças sobressalentes
Principais características
| Vazões | Capacidade de até 11.000 m3/h/48.400 gpm |
| Alturas manométricas | Até 160 m/525 pés |
| Pressões | Pressão de até 16/25 bar, 230/360 psi, dependendo do material e do tamanho |
| Temperaturas | Temperatura de até 180 °C/ 356 °F |
| Tamanhos de descarga | Tamanhos de descarga de até 32 mm/1 ¼polegada até 700 mm/28 polegadas |
| Velocidade máxima de rotação | Velocidade de rotação até 3.600 rpm |
| Faixa de desempenho | A linha de bombas centrífugas AHLSTAR A tem coberturas hidráulicas amplas para satisfazer os mais exigentes requisitos das aplicações industriais. |

Estudos de caso e artigos
-
 Apoio à produção sustentável de combustívelA Sulzer está na linha de frente quando se fala de excelência e qualidade, fornecendo as melhores soluções para apoiar empresas em segmentos em pleno crescimento, como é o caso da produção de energia renovável tendo como fonte a biomassa. Entender precisamente o que os clientes necessitam, bem como manter os mais altos padrões de fabricação, atendimento e serviços, levou a muitas vitórias significativas, entre elas, a colaboração com a Inpasa, a maior produtora de etanol de milho da América Latina. Até o final de 2022, a expectativa é que essa parceria tenha alcançado a entrega de quase 1.000 equipamentos, incluindo bombas, sistemas de vedação, agitadores e misturadores estáticos em três plantas no Brasil. (Artigo)
Apoio à produção sustentável de combustívelA Sulzer está na linha de frente quando se fala de excelência e qualidade, fornecendo as melhores soluções para apoiar empresas em segmentos em pleno crescimento, como é o caso da produção de energia renovável tendo como fonte a biomassa. Entender precisamente o que os clientes necessitam, bem como manter os mais altos padrões de fabricação, atendimento e serviços, levou a muitas vitórias significativas, entre elas, a colaboração com a Inpasa, a maior produtora de etanol de milho da América Latina. Até o final de 2022, a expectativa é que essa parceria tenha alcançado a entrega de quase 1.000 equipamentos, incluindo bombas, sistemas de vedação, agitadores e misturadores estáticos em três plantas no Brasil. (Artigo)
-
 Linha de bombas de processo AHLSTAR APTBombas de processo AHLSTAR A centrífugas de estágio único e sucção axial são usadas para aplicações industriais exigentes, garantindo confiabilidade, alta eficiência e baixos custos operacionais do processo.
Linha de bombas de processo AHLSTAR APTBombas de processo AHLSTAR A centrífugas de estágio único e sucção axial são usadas para aplicações industriais exigentes, garantindo confiabilidade, alta eficiência e baixos custos operacionais do processo.
-
 Estudos de caso (EN)Onde quer que os líquidos sejam bombeados, misturados, controlados ou aplicados, nós estamos lá. Veja como nossas soluções geram valor para os clientes e descubra como podemos fazer seus processos de bombeamento e mistura mais eficientes e rentáveis, protegendo sua produção e garantindo confiabilidade.
Estudos de caso (EN)Onde quer que os líquidos sejam bombeados, misturados, controlados ou aplicados, nós estamos lá. Veja como nossas soluções geram valor para os clientes e descubra como podemos fazer seus processos de bombeamento e mistura mais eficientes e rentáveis, protegendo sua produção e garantindo confiabilidade.
Aplicações
-
 Abastecimento de águaÀ altura dos desafios e altos requisitos atuais dos processos de captação de água, sedimentação, tratamento de lodo, peneiramento fino e distribuição de água.
Abastecimento de águaÀ altura dos desafios e altos requisitos atuais dos processos de captação de água, sedimentação, tratamento de lodo, peneiramento fino e distribuição de água.
-
 Abastecimento e distribuição municipal de água limpaLevar a água potável para todas as partes de uma rede de distribuição envolve muitos desafios ao longo do caminho. Da estação de tratamento de água por meio de estações de bombeamento e além, as bombas Sulzer elevam e transportam a água potável para trazê-la para seu destino com vazão e pressão suficientes.
Abastecimento e distribuição municipal de água limpaLevar a água potável para todas as partes de uma rede de distribuição envolve muitos desafios ao longo do caminho. Da estação de tratamento de água por meio de estações de bombeamento e além, as bombas Sulzer elevam e transportam a água potável para trazê-la para seu destino com vazão e pressão suficientes.
-
 Captação de águaO abastecimento de água é vital para nossa vida cotidiana. Bombas de captação de água são necessárias para captar a água na fonte, seja do mar, rio, lago ou barragem. A Sulzer oferece uma variedade de bombas especialmente projetadas para tais aplicações.
Captação de águaO abastecimento de água é vital para nossa vida cotidiana. Bombas de captação de água são necessárias para captar a água na fonte, seja do mar, rio, lago ou barragem. A Sulzer oferece uma variedade de bombas especialmente projetadas para tais aplicações.
-
 Destilação de efeitos múltiplos MEDO processo de destilação de efeitos múltiplos (Multi-Effect Distillation, MED) é baseado no processo iterativo de evaporação-condensação em vários estágios em condições de vácuo, usando vapor residual da usina adjacente como meio de aquecimento para evaporação.
Destilação de efeitos múltiplos MEDO processo de destilação de efeitos múltiplos (Multi-Effect Distillation, MED) é baseado no processo iterativo de evaporação-condensação em vários estágios em condições de vácuo, usando vapor residual da usina adjacente como meio de aquecimento para evaporação.
-
 Entrada de águaA água bruta a ser dessalinizada, seja água do mar ou salobra, será retirada da fonte natural e bombeada para a fase de pré-tratamento. Para a captação de água do mar, diferentes disposições de entrada podem ser consideradas, o que definirá o tipo de bomba a ser instalada.
Entrada de águaA água bruta a ser dessalinizada, seja água do mar ou salobra, será retirada da fonte natural e bombeada para a fase de pré-tratamento. Para a captação de água do mar, diferentes disposições de entrada podem ser consideradas, o que definirá o tipo de bomba a ser instalada.
-
 Linha de fibra recicladaProdutos eficientes em termos de energia, com baixos custos de ciclo de vida útil e uma pegada ecológica mais leve para seus processos de polpação, triagem e limpeza, flutuação, lavagem e clareamento.
Linha de fibra recicladaProdutos eficientes em termos de energia, com baixos custos de ciclo de vida útil e uma pegada ecológica mais leve para seus processos de polpação, triagem e limpeza, flutuação, lavagem e clareamento.
-
 Linha de polpa mecânicaO portfólio ideal de produtos da Sulzer para operações desafiadoras de bombeamento, agitação e mistura em processos de refino, moagem, CTMP, triagem, manuseio de rejeitos e clareamento.
Linha de polpa mecânicaO portfólio ideal de produtos da Sulzer para operações desafiadoras de bombeamento, agitação e mistura em processos de refino, moagem, CTMP, triagem, manuseio de rejeitos e clareamento.
-
 Linha química de fibra de celuloseSoluções comprovadas de bombeamento, mistura e agitação para processos de cozimento, lavagem, triagem, deslignificação, clareamento e armazenamento para assegurar a confiabilidade do processo, alta eficiência e baixos custos operacionais.
Linha química de fibra de celuloseSoluções comprovadas de bombeamento, mistura e agitação para processos de cozimento, lavagem, triagem, deslignificação, clareamento e armazenamento para assegurar a confiabilidade do processo, alta eficiência e baixos custos operacionais.
-
 Máquina secadora de polpaMaior excelência hidráulica para seus processos de sistema de abordagem, limpeza, secagem, vácuo, recesso e água branca.
Máquina secadora de polpaMaior excelência hidráulica para seus processos de sistema de abordagem, limpeza, secagem, vácuo, recesso e água branca.
-
 MineraçãoSeja na superfície ou no subsolo, as condições nas minas são difíceis. Além da lama, lodo, pedras e rochas, há grandes volumes de água para remover a fim de manter a produção em movimento. As nossas bombas de drenagem são robustas e preparadas, assumindo a drenagem e remoção do lodo mais difícel.
MineraçãoSeja na superfície ou no subsolo, as condições nas minas são difíceis. Além da lama, lodo, pedras e rochas, há grandes volumes de água para remover a fim de manter a produção em movimento. As nossas bombas de drenagem são robustas e preparadas, assumindo a drenagem e remoção do lodo mais difícel.
-
 Pátio de madeiraProdutos eficientes em termos de energia, com baixos custos de ciclo de vida útil e uma pegada ecológica mais leve para seus processos de descascamento, lavagem, corte, triagem e processamento de resíduos.
Pátio de madeiraProdutos eficientes em termos de energia, com baixos custos de ciclo de vida útil e uma pegada ecológica mais leve para seus processos de descascamento, lavagem, corte, triagem e processamento de resíduos.
-
 Pré-tratamentoAntes de chegar ao RO-Island, onde especificamente o processo de dessalinização ocorrerá, a água bruta precisa ser tratada para garantir a qualidade necessária da mesma, e evitar a incrustação das membranas RO.
Pré-tratamentoAntes de chegar ao RO-Island, onde especificamente o processo de dessalinização ocorrerá, a água bruta precisa ser tratada para garantir a qualidade necessária da mesma, e evitar a incrustação das membranas RO.
-
 Produtos químicosProjetos, recursos e seleções de materiais sob medida para atender aos mais exigentes desafios de bombeamento, mistura e agitação na produção e preparação de produtos químicos, produção de resina líquida e processamento de lignina.
Produtos químicosProjetos, recursos e seleções de materiais sob medida para atender aos mais exigentes desafios de bombeamento, mistura e agitação na produção e preparação de produtos químicos, produção de resina líquida e processamento de lignina.
-
 Recuperação químicaO extenso portfólio de produtos da Sulzer foi criado para atender às demandas mais exigentes de cobertura hidráulica em seus processos de evaporação, recuperação de caldeiras e preparação de licor branco.
Recuperação químicaO extenso portfólio de produtos da Sulzer foi criado para atender às demandas mais exigentes de cobertura hidráulica em seus processos de evaporação, recuperação de caldeiras e preparação de licor branco.
-
 Revestimento e acabamentoUma ampla seleção de bombas e agitadores altamente eficientes e confiáveis para seu processamento de pigmentos e processos de revestimento de cor.
Revestimento e acabamentoUma ampla seleção de bombas e agitadores altamente eficientes e confiáveis para seu processamento de pigmentos e processos de revestimento de cor.
-
 RO-island HPPIsto está no centro do processo de dessalinização SWRO onde ocorre o efeito de dessalinização. A água do mar tratada é alimentada por meio de bombas de alta pressão nas membranas de osmose reversa (reverse osmosis, RO), obtendo permeado ou água do produto e rejeição de salmoura de alta pressão, cuja energia de alta pressão é recuperada pelo Dispositivo de Recuperação de Energia selecionado.
RO-island HPPIsto está no centro do processo de dessalinização SWRO onde ocorre o efeito de dessalinização. A água do mar tratada é alimentada por meio de bombas de alta pressão nas membranas de osmose reversa (reverse osmosis, RO), obtendo permeado ou água do produto e rejeição de salmoura de alta pressão, cuja energia de alta pressão é recuperada pelo Dispositivo de Recuperação de Energia selecionado.
-
 RO-Island HPP 2ª passagemIsto está no centro do processo de dessalinização SWRO onde ocorre o efeito de dessalinização. A água do mar tratada é alimentada por meio de bombas de alta pressão nas membranas de osmose reversa (reverse osmosis, RO), obtendo permeado ou água do produto e rejeição de salmoura de alta pressão, cuja energia de alta pressão é recuperada pelo Dispositivo de Recuperação de Energia selecionado.
RO-Island HPP 2ª passagemIsto está no centro do processo de dessalinização SWRO onde ocorre o efeito de dessalinização. A água do mar tratada é alimentada por meio de bombas de alta pressão nas membranas de osmose reversa (reverse osmosis, RO), obtendo permeado ou água do produto e rejeição de salmoura de alta pressão, cuja energia de alta pressão é recuperada pelo Dispositivo de Recuperação de Energia selecionado.
-
 Serviços auxiliaresEm cada planta de dessalinização existe uma série de bombas que oferece serviços auxiliares nas diferentes etapas: retrolavagem de filtros, descarga de membranas, limpeza de membranas, etc. Devido aos requisitos mais baixos de altura manométrica e vazão, normalmente esses serviços auxiliares exigem bombas de sucção final e um único estágio.
Serviços auxiliaresEm cada planta de dessalinização existe uma série de bombas que oferece serviços auxiliares nas diferentes etapas: retrolavagem de filtros, descarga de membranas, limpeza de membranas, etc. Devido aos requisitos mais baixos de altura manométrica e vazão, normalmente esses serviços auxiliares exigem bombas de sucção final e um único estágio.
-
 Sistemas e máquinas de papel e papelãoO extenso portfólio de produtos da Sulzer foi criado para atender às mais exigentes demandas de cobertura hidráulica e para todos os tipos de líquidos, o que o torna ideal para operações desafiadoras de bombeamento, agitação e mistura na preparação de polpa em suspensão, sistema de abordagem de PM, sistema de recesso, sistema de água branca, sistema de vácuo, sistema de condensado e processos do sistema de água de chuveiro.
Sistemas e máquinas de papel e papelãoO extenso portfólio de produtos da Sulzer foi criado para atender às mais exigentes demandas de cobertura hidráulica e para todos os tipos de líquidos, o que o torna ideal para operações desafiadoras de bombeamento, agitação e mistura na preparação de polpa em suspensão, sistema de abordagem de PM, sistema de recesso, sistema de água branca, sistema de vácuo, sistema de condensado e processos do sistema de água de chuveiro.
-
 Transferência de água do produtoApós o pós-tratamento, a água do produto é bombeada para os tanques de armazenamento ou nas redes de distribuição de água.
Transferência de água do produtoApós o pós-tratamento, a água do produto é bombeada para os tanques de armazenamento ou nas redes de distribuição de água.
-
 Tratamento industrial de água e efluentesA Sulzer detém um profundo conhecimento sobre o tratamento de esgoto e, com nosso amplo portfólio de produtos, podemos oferecer soluções confiáveis e eficientes em termos de energia para seus processos de coleta de água, neutralização, floculação, sedimentação, resfriamento, aeração, armazenamento de lodo, digestão e drenagem.
Tratamento industrial de água e efluentesA Sulzer detém um profundo conhecimento sobre o tratamento de esgoto e, com nosso amplo portfólio de produtos, podemos oferecer soluções confiáveis e eficientes em termos de energia para seus processos de coleta de água, neutralização, floculação, sedimentação, resfriamento, aeração, armazenamento de lodo, digestão e drenagem.
-
 Usinas geradoras de energia elétricaO extenso portfólio de produtos da Sulzer para maximizar o desempenho e a confiabilidade de sua usina de energia com combustível sólido a partir de biomassa orgânica, sua usina de energia com combustíveis de resíduos sólidos urbanos ou biomassa industrial e sua usina de energia com combustíveis líquidos ou gasosos a partir de biomassa orgânica.
Usinas geradoras de energia elétricaO extenso portfólio de produtos da Sulzer para maximizar o desempenho e a confiabilidade de sua usina de energia com combustível sólido a partir de biomassa orgânica, sua usina de energia com combustíveis de resíduos sólidos urbanos ou biomassa industrial e sua usina de energia com combustíveis líquidos ou gasosos a partir de biomassa orgânica.
Indústrias
Indústrias
-
 Água limpa municipalA água limpa é essencial para pessoas e ambientes em todo o mundo. A Sulzer fornece soluções eficientes para todo o ciclo da água, desde a captação até o suprimento de água limpa na torneira.
Água limpa municipalA água limpa é essencial para pessoas e ambientes em todo o mundo. A Sulzer fornece soluções eficientes para todo o ciclo da água, desde a captação até o suprimento de água limpa na torneira.
-
 Alimentos e bebidas (EN)A produção de alimentos e bebidas conta com nossas soluções de bombeamento e mistura. Bombas especiais e agitadores têm sido desenvolvidos para a produção de açúcar, amido e edulcorantes. Equipamentos de separação são muito utilizados na produção de bebidas e nossas tecnologias de processo podem ser usadas em aplicações de purificação e concentração.
Alimentos e bebidas (EN)A produção de alimentos e bebidas conta com nossas soluções de bombeamento e mistura. Bombas especiais e agitadores têm sido desenvolvidos para a produção de açúcar, amido e edulcorantes. Equipamentos de separação são muito utilizados na produção de bebidas e nossas tecnologias de processo podem ser usadas em aplicações de purificação e concentração.
-
 Mineração e metaisA longa experiência e conhecimento detalhado de metais e aplicações em mineração com diferentes matérias-primas fazem da Sulzer um fornecedor confiável de bombas para essas indústrias.
Mineração e metaisA longa experiência e conhecimento detalhado de metais e aplicações em mineração com diferentes matérias-primas fazem da Sulzer um fornecedor confiável de bombas para essas indústrias.
-
 Geração de energiaVocê pode contar com as nossas bombas de alto desempenho para operações eficientes de geração de energia a fóssil, nuclear e renovável. Nossos serviços de manutenção e reparo de turbinas, bombas e geradores garantem operações contínuas.
Geração de energiaVocê pode contar com as nossas bombas de alto desempenho para operações eficientes de geração de energia a fóssil, nuclear e renovável. Nossos serviços de manutenção e reparo de turbinas, bombas e geradores garantem operações contínuas.
Serviços
-
 Peças sobressalentes originais das bombasAs peças sobressalentes originais fabricadas com a tolerância e folga corretas resultam em encaixes perfeitos, na primeira e nas demais vezes. Nosso compromisso com a melhoria contínua nos permite fornecer peças com melhores características. Dessa forma, haverá um aumento no desempenho, estendendo a vida útil do equipamento e, ao mesmo tempo, reduzindo custos com manutenção.
Peças sobressalentes originais das bombasAs peças sobressalentes originais fabricadas com a tolerância e folga corretas resultam em encaixes perfeitos, na primeira e nas demais vezes. Nosso compromisso com a melhoria contínua nos permite fornecer peças com melhores características. Dessa forma, haverá um aumento no desempenho, estendendo a vida útil do equipamento e, ao mesmo tempo, reduzindo custos com manutenção.
-
 Kits de serviçosQuando seu equipamento precisar de reparos, você não precisa se preocupar e nem perder um tempo valioso procurando as peças certas - ou ainda pior, descobrir que peças pequenas, mas vitais, não estão disponíveis. Com os kits de manutenção Sulzer, você tem tudo o que precisa em apenas uma embalagem.
Kits de serviçosQuando seu equipamento precisar de reparos, você não precisa se preocupar e nem perder um tempo valioso procurando as peças certas - ou ainda pior, descobrir que peças pequenas, mas vitais, não estão disponíveis. Com os kits de manutenção Sulzer, você tem tudo o que precisa em apenas uma embalagem.
-
 Selos mecânicos SulzerOs selos mecânicos Sulzer têm uma concepção sólida e provaram ser muito confiáveis em várias aplicações de bombeamento.
Selos mecânicos SulzerOs selos mecânicos Sulzer têm uma concepção sólida e provaram ser muito confiáveis em várias aplicações de bombeamento.
-
 Serviços Sense SulzerO serviço on-line da Sulzer permite acessar, a qualquer momento e em qualquer lugar, informações relacionadas a equipamentos por meio de um serviço fácil de usar, baseado na internet. Você terá acesso imediato a materiais, tais como documentação de produtos técnicos e ilustrações. Também é possível rastrear a condição do seu produto, visualizar os dados sobre tendências de equipamentos, identificar peças sobressalentes e verificar sua disponibilidade, fazer um pedido ou visualizar o status dele. O serviço on-line da Sulzer ajuda a aumentar a produtividade, eficiência e economias de custos ao automatizar processos de compartilhamento de informações.
Serviços Sense SulzerO serviço on-line da Sulzer permite acessar, a qualquer momento e em qualquer lugar, informações relacionadas a equipamentos por meio de um serviço fácil de usar, baseado na internet. Você terá acesso imediato a materiais, tais como documentação de produtos técnicos e ilustrações. Também é possível rastrear a condição do seu produto, visualizar os dados sobre tendências de equipamentos, identificar peças sobressalentes e verificar sua disponibilidade, fazer um pedido ou visualizar o status dele. O serviço on-line da Sulzer ajuda a aumentar a produtividade, eficiência e economias de custos ao automatizar processos de compartilhamento de informações.
Links produtos
Produtos e serviços
-
 Linha de bombas de processo AHLSTAR EPP/TAs bombas de processo centrífugas com suporte para linha central AHLSTAR EPP/T, de estágio único e sucção axial, foram projetadas para suportar altas temperaturas, principalmente em aplicações industriais exigentes de bombeamento de líquidos quentes.
Linha de bombas de processo AHLSTAR EPP/TAs bombas de processo centrífugas com suporte para linha central AHLSTAR EPP/T, de estágio único e sucção axial, foram projetadas para suportar altas temperaturas, principalmente em aplicações industriais exigentes de bombeamento de líquidos quentes.
-
 Linha de bomba de processo AHLSTAR NPP/TAs bombas de processo AHLSTAR NPP/T centrífugas livre de entupimento, de estágio único e sucção axial, foram projetadas para grandes sólidos industriais contendo aplicações de chorume líquido ou abrasivo para evitar entupimento.
Linha de bomba de processo AHLSTAR NPP/TAs bombas de processo AHLSTAR NPP/T centrífugas livre de entupimento, de estágio único e sucção axial, foram projetadas para grandes sólidos industriais contendo aplicações de chorume líquido ou abrasivo para evitar entupimento.
-
 Linha de bombas de processo AHLSTAR WPP/TAs bombas centrífugas AHLSTAR WPP/T de estágio único e sucção axial, resistentes a desgaste, foram projetadas para aplicações de bombeamento abrasivas e erosivas, como leite e lodo de cal, e pigmentos de revestimento.
Linha de bombas de processo AHLSTAR WPP/TAs bombas centrífugas AHLSTAR WPP/T de estágio único e sucção axial, resistentes a desgaste, foram projetadas para aplicações de bombeamento abrasivas e erosivas, como leite e lodo de cal, e pigmentos de revestimento.
-
 Agitadores, misturadores dinâmicosA tecnologia de mistura e agitação Sulzer SALOMIX™ e Scaba oferece uma grande variedade de produtos para aplicações industriais. Os agitadores horizontais de montagem lateral e verticais de montagem no topo, misturadores químicos dinâmicos e produtos de gestão de fluxo em torres e tanques garantem processos de agitação e mistura eficientes.
Agitadores, misturadores dinâmicosA tecnologia de mistura e agitação Sulzer SALOMIX™ e Scaba oferece uma grande variedade de produtos para aplicações industriais. Os agitadores horizontais de montagem lateral e verticais de montagem no topo, misturadores químicos dinâmicos e produtos de gestão de fluxo em torres e tanques garantem processos de agitação e mistura eficientes.
-
 Monitoramento de condições SenseA solução detecta precocemente possíveis falhas de equipamento e otimiza o planejamento da manutenção. Os dados podem ser facilmente visualizados em um laptop, tablet ou smartphone.
Monitoramento de condições SenseA solução detecta precocemente possíveis falhas de equipamento e otimiza o planejamento da manutenção. Os dados podem ser facilmente visualizados em um laptop, tablet ou smartphone.
-
 Ejetor para bombaO ejetor Sulzer é adequado para bombas instaladas na horizontal. Oferece uma solução fácil para permitir um procedimento de escorva rápido, confiável e totalmente automatizado para retrofit de instalações existentes ou novas. Também inclui um pacote de automação completo.
Ejetor para bombaO ejetor Sulzer é adequado para bombas instaladas na horizontal. Oferece uma solução fácil para permitir um procedimento de escorva rápido, confiável e totalmente automatizado para retrofit de instalações existentes ou novas. Também inclui um pacote de automação completo.
Videos (EN)
Careful commissioning of the pump plays a key role in the safe and reliable use of the pump
Connecting the pipes to the pump correctly is essential for ensuring the reliability of the pump
Documentos
Brochuras
-
AHLSTAR A Technology leappdfIdiomas:
-
Sulzer ejector for primingpdfIdiomas:
-
Sulzer heating jacket conceptpdfIdiomas:
Estudos de caso
Fale ou escreva para os nossos especialistas e encontre a melhor solução para você.